Bellarine Foods in Victoria, Australia, has broken new ground with a completely new plant for whey powder production. The entire project was consistently planned, designed, and installed by GP Systems with the digital communication system IO-Link. Not only in the construction phase, but now also for some time in production operation, it is evident that Bellarine Foods has thus become a pioneer for a technology that probably represents the standard of the future also for food companies. Lindon Giuffrida from GP Systems: “The future of hygienic process technology is digital.“
Since the end of 2021, the new plant refines per day approx. 60,000 liters of whey, deriving from a goat cheese factory, into whey powder. GP Systems all required skids including Ultrafiltration membrane system, Nanofiltration membrane system, CIP System, Tank bay storage system, Evaporator and Spray Dryer.
Can a complete production plant be operated exclusively with IO-Link communication?
Clear answer: Yes! After initial experience installing IO-Link devices on other plants, GP Systems saw the enormous potential savings IO-Link presented for this new whey powder plant project. “Each skid had been designed so that every sensor, valve, and other device could be connected directly to an IO-Link master,” explains Giuffrida. Thanks to Anderson-Negele’s wide range of products with IO-Link, most of the sensors could be covered with just one supplier. Specific devices which are not yet available on the market with IO-Link could be connected via a special converter that transforms a 4…20 mA signal into a digital signal.
What advantages does IO-Link offer for the design, construction, and connection of the skids?
The biggest advantage is the economy in cabling. Usually, sensors or other devices must be connected to the PLC or other control device with one shielded cable for data transmission and one additional power supply cable. This implies a high material cost for the often very expensive special cables, routed over a long distance, and high installation cost for cable ducts, brackets, routing, and connection. Giuffrida can quantify the savings from IO-Link on the Bellarine skids: “We could reduce the pure material costs for the cables and likewise the time and costs for their installation by 50%.”
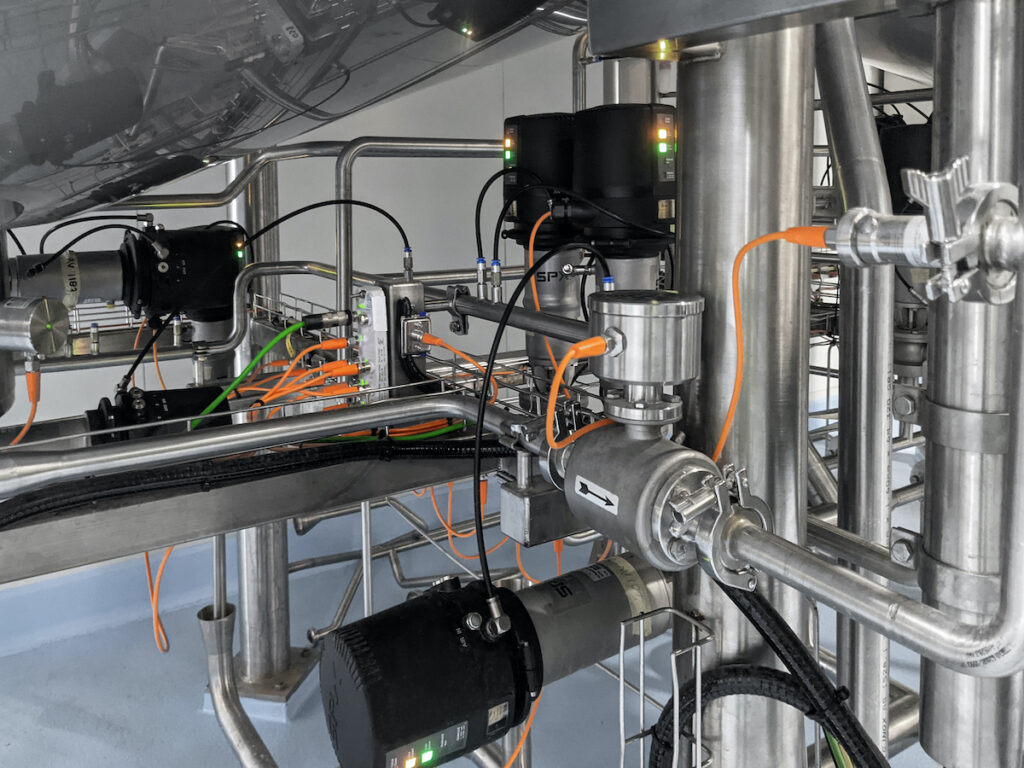
Each individual IO-Link sensor is connected to a local IO-Link master with just a short non-shielded M12 connector cable for both data transmission and power supply. Up to 8 devices were linked with one IO-Link master, and several IO-Link masters, in turn, connected to a central 24 port switch. Finally, this switch connects to the Ethernet BUS system and thus the PLC. Thanks to this technology, each individual skid could be completely assembled and fully instrumented and all sensors programmed and parameterized in the factory. As a ready-to-use module, each skid was set up in the new plant, integrated into the production processes, and connected with a single cable for the control connection.
What advantages does IO-Link offer for the commissioning of the sensors?
This is where Giuffrida expresses all his enthusiasm for IO-Link: “We only need one interface to program all devices and sensors directly from a laptop. All the usual product-specific programming adapters, special hardware and software, or programming on the sensor’s display are eliminated. This is the best thing ever.” The sensor specific IODD (IO Device Description) is simply downloaded from a central database. Then the configuration of all parameters, e.g., the measuring range of the turbidity or the temperature display in °C or °F, is entered for the process. This programming is stored in the IO-Link master. If several sensors are to be configured in the same way, this saved programming can be duplicated directly to all other sensors using copy-paste. This allows the individual devices to be set up much faster and with fewer sources of error.

What advantages does IO-Link offer in operation?
Each individual device has its IP address so that each sensor can be identified and accessed separately. Access is possible from an external location via protected and secured Internet. “I can control each sensor from my desk, test it, run simulations, and retrieve or correct the sensor status if there are problems, even without being on-site.” Giuffrida considers this as a key advantage over analog data transmission, which only allows monitoring and passive “reading” of measuring data. “With IO-Link, anyone with appropriate access can actively intervene in every single process and optimize it during operation.” The sensor status can be retrieved to determine the cause in the event of an error message or even to check the “health status” of the sensor.
What advantages does IO-Link offer for existing plants with analog operation?
Guiffrida is clear in this respect: “Even in existing plants, everyone should go for a new sensor with Flex-Hybrid technology when replacement is required. Even if the device is operated in analog communication, IO-Link offers so many advantages that it pays off even for existing plants.” Almost all Anderson-Negele IO-Link sensors are equipped with Flex-Hybrid Technology which allows parallel communication, digital with IO-Link and analog with 4…20 mA. According to Giuffrida this makes things easier for the user in several ways:
- Easy programming and configuration: All parameters can be easily set for the sensor on the laptop, with always the same interface. This can also be prepared by a person outside production or even the plant supplier.
- Copy-paste for multiple sensors with the same programming: The settings only have to be made once and can then be saved in the IO-Link master or on a computer. This allows additional sensors to be configured simply by copying them with a few mouse clicks.
- Automatic programming when replacing sensors: If a programming is stored in an IO-Link master, it can be transferred to the sensor simply by plugging in the M12 cable.
- Digital programming with values from 0…100% is easier than setting with analog data that must be converted for output. According to Giuffrida, “IO-Link makes correct coding a kid’s game.”


He also sees cost advantages for users with Flex-Hybrid devices:
- Automatic programming means sensor replacement can be done by anyone. There is no need for specialist knowledge of process technology or maintenance and, therefore, no need to call in specialist personnel. This is particularly helpful in shift operations.
- Spare parts management is simplified because a reserve device does not have to be kept on hand for each configuration. One device per sensor type is sufficient and can be programmed quickly and easily via IO-Link master, thus enabling significant savings in spare parts storage costs.

Anderson-Negele’s Flex-Hybrid Technology with IO-Link and 4…20 mA combines the best of both worlds: Data from the sensor can be transmitted in digital, analog or in parallel mode. The bidirectional communication enables status control and preventive maintenance at any time to avoid production downtimes. Installation and commissioning are time- and cost-saving due to plug-and-play technology, and sensor replacement is easier than ever before thanks to “Smart Replace Design” with automatic detection, configuration, and parameterization