Until October 1, 2025, however, China as a key market was still excluded. The harmonization of all major national standards could make membrane-based processes the preferred method for WFI production in the future.
Water for injection (WFI) is an essential component of pharmaceutical applications, serving as the base material for injection solutions for parenteral use. To obtain water of this purity level, substances such as microorganisms, ions, and endotoxins must be removed. Acceptable limits are defined in the respective national pharmacopoeias, which also specify the approved purification and treatment processes. Until 2017, European requirements differed significantly from those of comparable pharmacopoeias, for example in the U.S. or Japan. In the EU, distillation was the only permitted process for producing WFI. Although this method fully complies with the stringent pharmaceutical requirements, it is associated with high energy consumption.
Considering higher sustainability requirements and rising energy costs especially in Europe, the revision of the European pharmacopoeia can be seen as a small revolution. The EU pharmacopoeia now permits methods equivalent to distillation, including membrane processes based on reverse osmosis and electrodeionization in combination with an additional ultrafiltration step. In 2020, the World Health Organization (WHO) recognized membrane processes as a suitable method for WFI production in Annex 3 of the WHO Technical Report Series (TRS) 1025. The guideline describes the key principles that should be applied worldwide and can be supplemented by additional regulatory frameworks.
Increasing establishment
Since then, membrane processes have gained increasing acceptance. Estimates suggest that they already account for nearly 30 percent of WFI produced globally. This is particularly noteworthy given that the process had not previously been approved for the Chinese market. The revision of the Chinese Pharmacopoeia on October 1, 2025, has now brought all major pharmacopoeias into regulatory alignment, paving the way for the global adoption of membrane-based processes. But will membrane processes establish themselves as the preferred method in the long term?
There are two important arguments in favor of membrane-based processes: They are more economical and environmentally friendly compared to distillation, as they eliminate the need for additional equipment, the energy required to generate heating steam, and the associated costs. Due to the relative novelty of membrane-based WFI production, close collaboration between planners, equipment suppliers, and pharmaceutical companies is crucial for ensuring compliance with the strict requirements. Several key factors must be considered during both installation and operation.
Step one: pretreatment
Pretreatment is the first step in membrane-based processes. It is designed to remove impurities that could damage subsequent membranes or cause the formation of deposits. Depending on the constituents present in the raw water, different pretreatment processes can be combined. Multiple filtration stages are ideal for removing larger particles. Total organic carbon (TOC) is adsorbed using activated carbon, and microorganisms can be killed with oxidative chemicals or rendered inert with UV radiation.
The selection and sequencing of pretreatment steps should be determined jointly by planners, equipment suppliers and pharmaceutical companies. To minimize the risk of microbial contamination, the principles of hygienic design must be applied from the beginning. This includes using appropriate materials and surface finishes, designed with minimal dead spaces, and ensuring continuous flow under turbulent flow conditions.
Focus on sanitization
The softening step that follows pretreatment prevents so-called hardness formers, such as calcium and magnesium, from forming insoluble compounds in the water. Alternatively, the solubility limit of these hardness formers can be increased using antiscalants. However, since operators may be required to demonstrate the complete removal of all antiscalants from the final product, softening water with cation exchange resins is usually the more advisable and operationally reliable option.
At the same time, water softening is the stage at which microbial contamination of pharmaceutical water is most likely to occur. For this reason, it is recommended that the resin be sanitized during production using chemicals or hot water. Although chemical sanitization involves lower investment costs, it is only partially automated and less effective. In contrast, fully automated hot water sanitization can be performed during operation without manual intervention and is therefore generally suitable as a standard approach.
Reverse osmosis, electrodeionization, and ultrafiltration
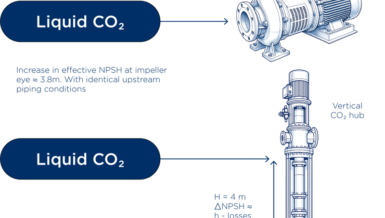
After softening, reverse osmosis (RO) removes ions, particles, microorganisms, and other impurities. Depending on the composition of the raw water, the system can be designed as a single- or two-stage process. Dissolved carbon dioxide is not retained by RO, but it can be easily and cost-efficiently removed using additional processes, such as membrane degassing based on air stripping.
Continuous electrodeionization (EDI) combines membrane processes and electrodialysis to reduce water conductivity to below 0.2 µS/cm. Ultrafiltration is applied downstream to remove endotoxins and bacteria, ensuring that the water complies with the acceptable limits. The concentrate created by ultrafiltration can then be recirculated upstream of the reverse osmosis system to minimize wastewater.
Continuous monitoring
To ensure compliance with microbiological limits at every stage of the process, it is essential to utilize the system optimally. Continuous operation provides the most reliable protection against microbial contamination, while excessive capacity reserves and resulting standstills should be avoided for hygienic reasons. Therefore, modular system designs with adjustable capacity are advantageous as they allow the performance of individual modules to be increased or reduced in response to changing water demand.
It is also critical to have an appropriate measurement and monitoring strategy for microorganisms and particles in the product. One option is to continuously monitor the water’s TOC content. Additional filtration steps can be integrated into the system where necessary to reliably reduce TOC levels to the point where biological activity is no longer possible. Regular monitoring of transmembrane pressure and conducting integrity tests also provides valuable information on the condition of the filter modules and the efficiency of filtration.
A strategic partnership on equal footing
In recent years, the growing adoption of membrane-based processes has shown that pharmaceutical manufacturers can realize substantial energy savings and improve their environmental footprint, provided that all steps of the WFI production process are optimally planned, coordinated, and monitored. Choosing the right partner is crucial for success, as close collaboration is necessary to define the optimal system design and effective measures to minimize microbial contamination risks.
Partnering with a strategic supplier like Syntegon means gaining access to advanced system concepts and in-depth process consulting. Syntegon’s subsidiary Pharmatec offers turnkey membrane-based systems that are modular and can be easily adapted and expanded to meet individual requirements. Long-standing practical experience with pure media systems provides the foundation for consulting services and collaboration on equal footing. Under these conditions, membrane-based processes can become a valuable long-term asset for pharmaceutical manufacturers – gradually establishing themselves as the preferred method for WFI production.