Chemical processing is unlike any other industry. It not only involves pumping harsh, abrasive and corrosive materials, but precision, reliability and safety are non-negotiable. Operators require pumps that can withstand the most demanding conditions while ensuring prolonged pump performance and minimizing downtime.
The Waukesha Cherry-Burrell® (WCB) Universal® 2 ND (U2 ND) Positive Displacement Pump has a proven track record of handling a vast array of industrial applications. Here are just five examples of the U2 ND in action:
1. Consumer Cleaning Products
Challenge: A leading manufacturer of consumer cleaning products faced a critical challenge while preparing to launch a medium-viscosity oxidizing cleaner. Their production lines used a mix of pump technologies, including air-operated diaphragm pumps, progressive cavity pumps and gear pumps. To standardize operations across five new fill lines, they needed a robust, cost-effective pump solution capable of handling the demanding application while reducing long-term costs.
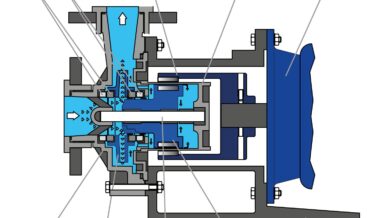
Solution: The U2 ND is an external circumferential piston (ECP) style pump, designed specifically for industrial applications. It addressed their needs through its durable construction with non-galling Alloy 88 rotors, which could handle medium-viscosity fluids in harsh environments. Its high-efficiency design minimizes energy consumption and maximizes throughput, while its compact footprint reduces floor space requirements compared to progressive cavity pumps.
The pump’s simplified design required fewer parts, resulting in significantly lower maintenance costs and downtime. By switching to the WCB U2 ND, the manufacturer was also able to standardize their pump technology across all fill lines, streamlining maintenance and operations.
Result: The transition to the ECP-style pump delivered improved efficiency, streamlined production processes, reduced downtime and enhanced overall throughput. The pump’s durable construction and reliable performance lowered total ownership costs by reducing maintenance needs and extending equipment lifespan.
The pump’s consistent, reliable performance ensured smooth operations and high-quality production across all fill lines. This solution not only addressed the manufacturer’s immediate challenges but also set a new standard for industrial pumps in terms of reliability, efficiency, and cost-effectiveness.
2. Abrasive Diatomaceous Earth
Challenge: A customer working with diatomaceous earth, a naturally abrasive filtration material, relied on a progressive cavity pump to handle the transfer. Within weeks, performance dropped as rotor and stator wear accelerated. Frequent maintenance, production delays and recurring component replacements became the norm.
Solution: To address these challenges, SPX FLOW solution makers proposed a two-week field trial using the WCB U2 PD Pump, equipped with gas diffusion heat-treated rotors, covers and pump bodies. This proprietary surface treatment reinforces components from within, creating a hardened barrier capable of resisting high wear without affecting internal tolerances or pump efficiency.
Result: After two weeks of handling the abrasive slurry, the pump was disassembled
and inspected. The rotors were still within all critical tolerances, and clearances remained within original specifications. Flow rates matched factory performance, confirming minimal impact from material abrasion. No component replacements were required, reducing expected downtime and extending service intervals.
This trial reinforced the value of gas diffusion hardened components in high-wear environments. With proper sizing and smart material upgrades, the U2 pump delivered consistent flow and operational stability without compromising efficiency, helping the customer minimize service interruptions and reduce long-term maintenance costs.
3. Cannabis Oil
Challenge: A customer in the cannabis industry faced a significant production challenge while processing cannabis oil, ethanol and hemp solids with approximately 10% solid content. They initially selected a centrifugal pump for this application, but it failed within just two hours of startup due to the demanding nature of the fluid and slurry. This failure caused a complete halt in their production line, highlighting the limitations of the centrifugal pump in handling fluids containing substantial solids.
Solution: To address the issue, the WCB U2 ND positive displacement pump was chosen for its proven ability to manage challenging fluids containing solids. The pump’s large fluid cavities and anti-cavitation ports are designed to handle slurries with significant chunks and particles, ensuring smooth and efficient pumping. Additionally, the arc-shaped rotors lift and transport settled slurry, maintaining a steady flow with minimal pulsation. SPX FLOW’s distribution network facilitated a swift response, delivering a Waukesha Cherry-Burrell U2 ND pump the following day.
Result: The quick replacement of the faulty centrifugal pump with a reliable positive displacement pump minimized downtime and avoided further disruptions in the production process. The U2 ND pump’s design features allowed it to handle the challenging slurry with high solid content efficiently, ensuring smooth operation and reducing pulsation.
4. Polymer Processing
Challenge: A customer in the polymer processing industry faced repeated pump failures with their mag-drive gear pump due to high torque requirements. Initially, the mag-drive gear pump was selected to avoid complications with double mechanical seals, barrier fluid seal pots, and a nitrogen blanket. However, soon after installation, the pump began to fail; its internal rotor and magnet couldn’t generate enough torque to drive the external gear, leading to decoupling of the magnets.
The motor continued running while the internal magnet stopped rotating, preventing fluid transfer. To mitigate the issue, the customer started heating the product in silos to reduce viscosity — an expensive and inefficient workaround that significantly increased
operational costs.
Solution: The WCB U2 ND model 320 pump features a single mechanical seal. This pump’s advanced design, featuring large shaft diameters, a robust bearing structure, and external circumferential piston (ECP) rotors, enables it to handle high-viscosity, high-torque applications without requiring an additional flush system. Key to this solution was WCB’s unique Tru-Fit design, which simplifies pump-motor alignment and saves valuable production space.
Result: The WCB U2 ND ECP-style pump proved to be a highly reliable solution, maintaining a consistent product flow and eliminating the costly need to heat the polymer. The customer now saves thousands of dollars annually on operational costs and enjoys increased productivity thanks to uninterrupted pump performance. The innovative Tru-Fit® design also resolved alignment issues, reducing installation time and enhancing workspace efficiency.
5. Pulp & Paper
Challenge: A pulp and paper industry customer struggled with transferring multiple products from a wood digester using a centrifugal pump. The process required handling both turpentine, a low-viscosity fluid with low vapor pressure, and tall oil (soap), a high-viscosity byproduct
containing solids. The centrifugal pump faced persistent cavitation and vapor lock issues due to the two-phase flow of turpentine.
Additionally, the wide viscosity range between turpentine and tall oil caused excessive shear during transitions, further worsening cavitation and leading to frequent pump damage. The customer needed a reliable solution to efficiently handle both fluids while reducing cavitation, maintenance, and operational disruptions.
Solution: The WCB U2 ND Model 220 positive displacement pump was installed and operated at a low speed of 300 RPM. The pump significantly minimized shear, heat generation and energy consumption, while eliminating cavitation when handling turpentine. The pump’s ability to manage varying viscosities ensured smooth transitions between products, preventing process interruptions.
Result: Switching to the 220 U2 ND allowed the customer to transfer multiple challenging products with minimal disruption. The reduced shear prevented two-phase flow, eliminating cavitation. Maintenance demands decreased significantly, resulting in improved uptime and operational efficiency. Additionally, the pump’s clean-in-place (CIP) feature streamlined cleaning, enhancing reliability while saving time and effort.
As the industry evolves to meet stricter regulations, handle more aggressive media, and operate with greater efficiency, the role of positive displacement pumps continues to expand, enabling companies to meet today’s challenges while positioning them for a more sustainable and resilient future.