
First Order of its Kind: Svanehoj to Supply LTD Gauging Systems for an LNGC-to-FSU Conversion
The order strengthens Svanehoj’s position in offshore LNG infrastructure as demand grows for LNG carrier conversions.
Read more

Nord Gas Solutions – A New Name, the Same Trusted Company
We are proud to introduce Nord Gas Solutions as the new name for the former Wärtsilä Gas Solutions business. The...
Read more

LVDTs Deliver Precise Valve Position Feedback for Critical Fluid Control Applications
LVDT (Linear Variable Differential Transformer) position sensors are widely used in fluid handling and valve control systems to provide precise...
Read more

Valmet’s Solution Boosts Gren Tartu’s District Heating Capacity in Estonia with Flue Gas Heat Recovery
Valmet has received an order from Gren Tartu for the delivery of a flue gas condenser and heat pumps to...
Read more

Smarter Valve Control with Rotork’s Intelligent Positioner
As process industries continue to focus on reliability, maintenance and asset performance, intelligent valve positioners are playing an increasing role...
Read more


Latest videos






6 Factors That Affect Gas Flow Measurement Accuracy in Installed Systems
Thermal mass flow meters are calibrated for specific gas composition and flow conditions under controlled settings. But applications in the...
Read more
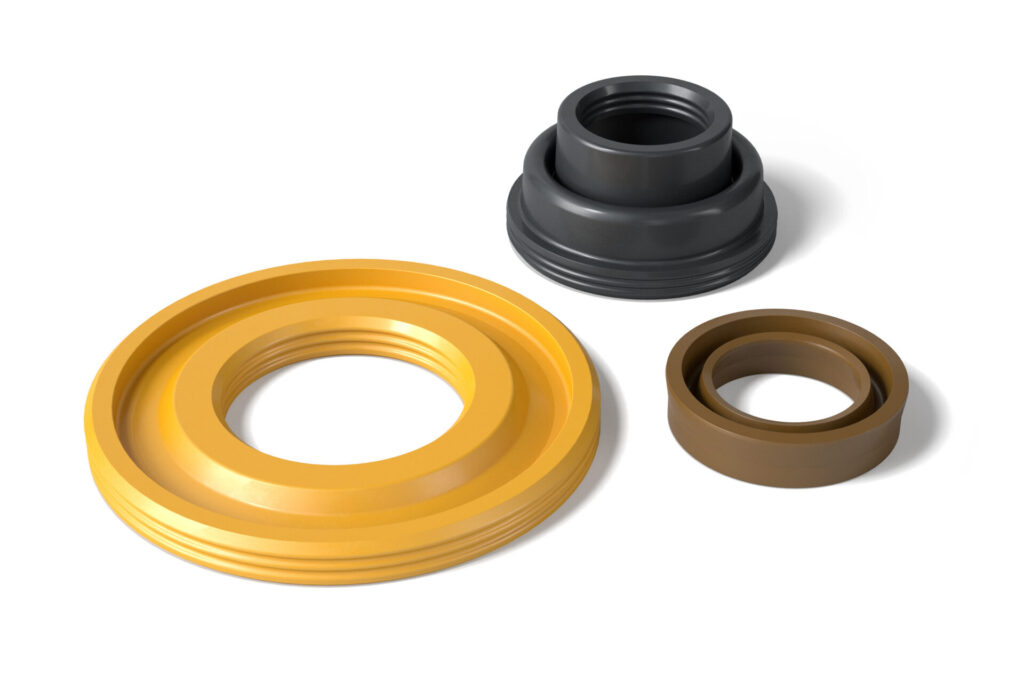
Warp Seals from Parker Prädifa Provide Tolerance Management Through Sealing Technology
The Prädifa Technology Division of Parker Hannifin, the global leader in the field of motion and control technology, has developed...
Read more
OleumTech® Launches Coriolis Flow Meters for High-Accuracy Mass Flow Measurement
OleumTech®, a leading provider of industrial automation and instrumentation solutions, today announced the launch of its Coriolis Flow Meter, engineered...
Read more

Accurate Gas Flow Control for Advanced Battery Anodes
Lithium ion batteries have become a cornerstone of the global energy transition, supporting applications that range from consumer electronics to...
Read more

AW-Lake Expands Product Line with TH Series High Accuracy Turbine Flow Meter
AW-Lake, flow instrumentation manufacturer, announces the launch of its TH Series High Accuracy Turbine Flow Meter, a precision liquid flow...
Read more

SENSI+™ GLA533-NG
Design and Validation of Temperature-Independent Measurements. Natural gas quality monitoring with fast, accurate and reliable measurement of H2S, CO2, H2O...
Read more

ABB’s New Gas Chromatograph Integrates Cybersecurity to Protect Industrial Systems
The GCP100 is the first gas chromatograph with built-in cybersecurity on the market. It sets a new standard in cybersecurity...
Read more













