Our client needed two new high temperature oil pumps for the transfer of a calibrated amount of vegetable oil at 70°c to 80°c for the cooking of corn-based products at their production line.
Why precise temperature control is important when frying
Whether at home in the kitchen or in a large food production plant, precise temperature control is the key to successful frying. It can make the difference between a crisp, golden product and a soggy, unappetising mess.
That’s because frying is a delicate balance of rapid moisture evaporation and heat transfer, so it’s all down to maintaining a steady oil temperature.
When food hits the hot oil or if too much food is added at once, the temperature of the oil can drop rapidly. But by having precise control of the oil temperature it can quickly recover. This seals the outer layer of the food immediately and produces a crispy exterior that prevents excessive oil absorption.
Temperature control is critical on a production line
This control of oil temperature is even more important on an industrial production line. It’s a major factor in the food’s taste, consistency and safety, the lifespan of the oil and overall efficiency.
In fact, on high-volume production lines, temperature fluctuations of even a few degrees can result in large amounts of waste, inconsistent product quality and higher production costs.
Why positive displacement pumps are ideal for pumping cooking oil
After talking to the client and considering their project brief and product requirements, we determined that a positive displacement type of pump would the best solution for this commission. Here’s why:
- It has a predictable flow depending on the pump speed
- There’s a consistent volume of transfer regardless of the viscosity of the fluid being pumped. This future proofs the production line if the client wishes to use different oil blends later on, or if consumer tastes or recipes change
- The reversible pump design means that fluid can be returned back from the fryer if it’s ever over-filled or the vessel needs to be emptied
- Positive displacement pumps ensure that siphoning doesn’t take place, so if the pump stops the flow will stop too
Why a progressing cavity pump is perfect for this application
A progressing cavity pump is a type of positive displacement pump, not a completely different pump design. For example, positive displacement pumps are the broad category like ‘car’ and a progressing cavity pump is a type of car such as a saloon or convertible.
So a progressing cavity pump would be ideal for vegetable oil transfer because:
- It has low shear which ensures that the oil is not broken down in any way. Low shear is a gentle mixing or pumping process that uses low-speed equipment to transfer delicate fluids without changing their physical properties
- The high pumping temperature doesn’t cause grease to escape from internal components such as bearings as there aren’t any in the pump head unlike some designs of pumps
- This type of pump can handle any solid particles which may be present when the pumps are used for emptying the fryer after use
- It can handle higher viscosities
- Due to the lubricating nature of the pumped liquid, replacing the pump’s stator is much easier
Expert pump specification
Unlike some pump manufacturers, we’re not limited to specifying just one type of pump or pump technology. At North Ridge Pumps, we can select the best pump for every application – offering the optimum lifetime cost.
In fact, as the UK’s biggest pump supplier with over 25 years successful trading in this sector, we have built a solid wealth of experience in specifying pumps for a vast range of applications. We use this expert knowledge to give each client a tailor-made solution, not a basic pump model picked off the shelf.
What did we specify for this project?
The client’s key requirement was for two high temperature oil pumps to transfer a set quantity of vegetable oil at 70°c to 80°c for cooking corn-based products on their production line.
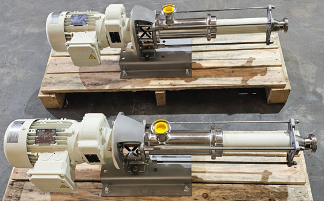
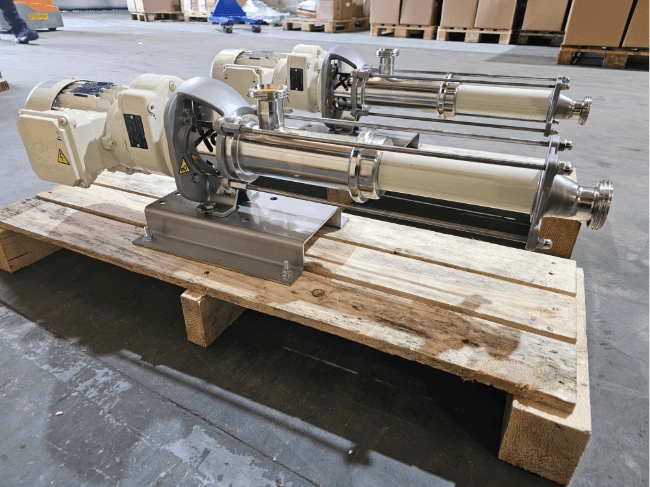
We supplied two of our proven DXC progressive cavity pumps. These are state-of-the-art models which comply with standards EHEDG and 3A for use in the food, beverage, cosmetic, pharmaceutical and chemical sectors.
An extremely hygienic pump design, it’s ideal for transferring edible oils, creams, shampoo, wine, fruit juice pulp and fruit paste, grapes, milk and dairy.
The units were designed for cooking oil transfer up to 15L/min, up to 6 bar at a very low speed of less than 300rpm. They will operate either simultaneously every 7 to 8 minutes or individually every 90 seconds, pumping 24/7 in a continuous batch-cooking food facility. They will be handling the oil at a viscosity range between 10 to 30 cPs.
The pumps were fitted with hygienic DIN 11851 stainless steel connections, and the pump was manufactured in full 316L stainless steel with a food grade stator.
If your company needs pumps capable of transferring fluids with low shear at high temperatures, talk to North Ridge Pumps today to see how we can help.