For this reason, the pumped fluid within a condensate application is purged of these by-products, which are then pumped by process diaphragm pumps into the gas flare of the offshore installation, where the toxic and unusable residual mixture is burned off, or passed onshore for disposal. To avoid endangering personnel and the environment during this process, the pump systems being used must be robust and leak-free. An intelligent material selection for avoiding sulfur-induced stress cracking or stress corrosion is just as important as having a pump with a low net positive suction head required (NPSHR).
According to the International Energy Agency (IEA), crude oil pumping is steadily increasing around the world. In 1990, just under 3.1 million metric tons of crude oil were removed from the ground, and in 2006 this figure rose to 4 million metric tons. Currently, the amount of crude oil being pumped is at an all-time high of more than 4.5 million metric tons – a trend that can also be seen in the natural gas industry, according to IEA: In that industry, the amount of gas pumped quadrupled within just under 50 years, reaching a record amount of 3.6 million metric tons. The high demand on the raw material markets can be largely attributed to hydrocarbons, which are present as fossil fuels in products such as gasoline, diesel fuel, heating oil or biogas and which serve as a starting material in countless chemical synthesis processes. The crude oil and natural gas being pumped, however, contains both hydrocarbons and contaminants such as water and sand deposits, in addition to several non-usable substances. This includes substances such as chlorides and hydrogen sulfides. Further processing of these substances does not make economic sense.

Material selection and design as deciding factors
While the flow is being split into crude oil, natural gas and water, the unwanted components are separated. The purified raw materials are transported by pipeline or ship for further processing, whereas the separated materials flow into a connected tank, since otherwise these separated materials would accumulate in the reactors, leaving less volume for splitting the raw materials. From this drum, the toxic mixture is forwarded by the use of suitable pump systems to the flare located on top of the installation, and is burnt there.
To ensure that hazards to personnel and the environment can be ruled out when pumping the separated products to the flare, it is essential that hermetically tight process diaphragm technology is used. However, pumps with conventional designs featuring dynamic seals, which are mostly made of low-alloy or highly non-corrosive ss316 steels, cannot meet these requirements, as they are not suitable for pumping hazardous mixtures. In addition, the materials lack
robustness, making them susceptible to the hydrogen sulfide corrosion and sulfide stress cracking that may occur upon pumping these fluid mixtures, which frequently contain H2S and chloride. In these applications, experienced pump manufacturers like LEWA GmbH use duplex, super-duplex or nickel-based materials that are more resistant to corrosion and less susceptible to damage induced by sulfide and hydrogen sulfide. This way, leaks can be ruled-out over the long term, making more efficient continuous operation possible.
Optimized suction characteristics
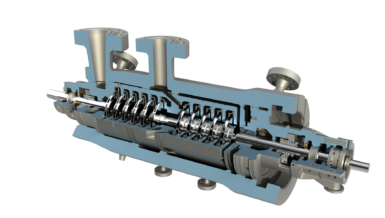
In addition to the right material selection, safe fluid handling also means using a pump with the right design. As a result, it is of paramount importance that there are no moving sealing surfaces between the fluid and the environment, since these have a minimum leakage determined by the system, even in the best-case scenario. The frequently used API674 pump design does not meet this requirement due to the fact that the plungers and packing are wetted and are thus not hermetically tight. Although a packing design with a sealing system can catch or prevent any leaks that may occur, however the frequent sand and particle contaminations of the fluid shorten the life time of these dramatically, leading to not only additional installation, but also higher maintenance costs. The system must be maintained regularly and monitored using additional instruments to ensure proper functioning over long periods.
Pump designs by LEWA, on the other hand, are compliant with the API675 standard for ensuring process reliability when pumping combustible or toxic fluids as well as fluids that contain solid materials or have high viscosities. LEWA pumps do not have dynamic seals with relative movements between the seal and the sealing surface. This rules out fluid leakage caused by the system.
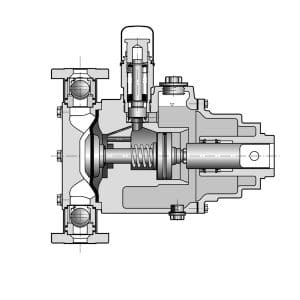
An additional advantage is the M9 pump head with a reinforced suction stroke thanks to the spring-actuated diaphragm return movement: Thanks to this design, the LEWA M9 pump heads have suction characteristics unlike those of any other pump in the world. These pump heads can operate without cavitation, even at low net positive suction head (NPSH) values. This property is absolutely vital when pumping condensate, because the tanks are usually positioned at the same level as the pump and the fluids have a lower steam pressure. Without the optimized suction characteristics of the LEWA M9 pump heads, the tank set-up or the tank itself must be modified in order to raise the net positive suction head (NPSH) value, which would be very costly.
Simulations for optimal analysis of the overall system
In order to coordinate the pump and the facility’s piping system to each other, it is useful to calculate how the piping responds to the pulsing excitation of the pump. Taking into account the system complexity, the number of pump cylinders and the fluid properties, these types of pulsation analyses can provide recommendations for orifices and other attachments that may be necessary depending on the circumstances. For the discharge side piping sizes of pulsation dampers / resonators are calculated, if other measures are not feasible. These analyses also incorporate the ways in which the pump system behaves and responds while multiple pumps are being used simultaneously, with safety valve response pressure and at varying speeds. LEWA is the only pump manufacturer to have used its in- house test bench to verify these calculation programs through real- world trials and to offer these types of simulations in-house. The company’s many years of expertise in this area means that the requirements for optimal component dimensioning and positioning are met before the planning phase is over, ensuring that the pump system functions as desired and runs smoothly. It also means that subsequent modifications will not be necessary.