Sliding gate valves are optimising Belgium’s largest facility for RO water purification
The water supplier, FARYS, produces drinking water for the city of Ostend and its surrounding area from the brackish water in the Bruges-Ostend Canal. In the current development stage of the waterworks built by Veolia Water Technologies, up to 1,200 cubic metres of drinking water per hour can be fed directly into the pipe network. The plant constructed by the leading specialist for water treatment is the largest Belgian drinking water production facility using RO technology and the production speed is among the fastest in the world.
It is also unique that the installation can be used very flexibly within a variety of canal water qualities and that the entire process is done within considerably reduced energy costs.
Frederik Debaillie, project manager of Veolia Water Technologies Belgium, describes the process as follows: “The canal water is treated in eight stages. First, in coarse, fine and microfiltration, all suspended particles, microbiological substances and pathogenic microorganisms are removed. During the subsequent reverse osmosis, fine-pored, semipermeable membranes filter microcontaminants up to particle sizes of 0.1 nanometre as well as minerals and salts.” Only water molecules remain. This water is sent through activated carbon filters and after injection with carbon dioxide, remineralised with limestone. Finally the water is disinfected with UV light and then chlorinated. The result – drinking water of the highest quality – is fed into the pipe network via buffer storage tanks.
“The operator of the waterworks wanted a facility that works cost-effectively. Maximum energy efficiency was required everywhere – even at the control valves”, explains Tristan Lejeune, International Sales Manager at Schubert & Salzer Control Systems. “Equally, reverse osmosis and the subsequent process stages are demanding applications. There are special requirements here in terms of the control accuracy and reaction speed of the valves used.”
Sliding gate valves provide effective protection against damage
“During the reverse osmosis process, precise and fast pressure regulation is very important”, emphasises Debaillie, the Veolia engineer. “The highly sensitive filtration layers are rolled up in pressure pipes. Pressure shocks and excessive flow quantities have to be reliably prevented. Even the slightest overshoots in the control process could damage the expensive membranes. That is why we use one DN 125 and one DN50 sliding gate valve produced by Schubert & Salzer Control Systems in each of the twelve reverse osmosis units. They ensure the exact regulation of the high process pressures that are necessary to compensate for the osmotic pressure of the brackish water and keep the reverse osmosis going.
The decisive factor for the high precision and extremely short response time of the sliding gate valves is their special design principle. The sliding gate technology controls the flow rate in milliseconds, by two slotted sealing discs arranged vertically to the direction of flow moving on top of each other. The pneumatic actuator only has to overcome the sliding friction between the two discs. This means that the required actuating force is up to 90 per cent less than on other types of valves. The actuators can be dimensioned considerably smaller and the need for control air can be reduced. Simultaneously, the short strokes of only a few millimetres and the reduced kinetic masses of the throttle element protect the actuator and the spindle seal.



Material and energy efficiency help overall cost-effectiveness
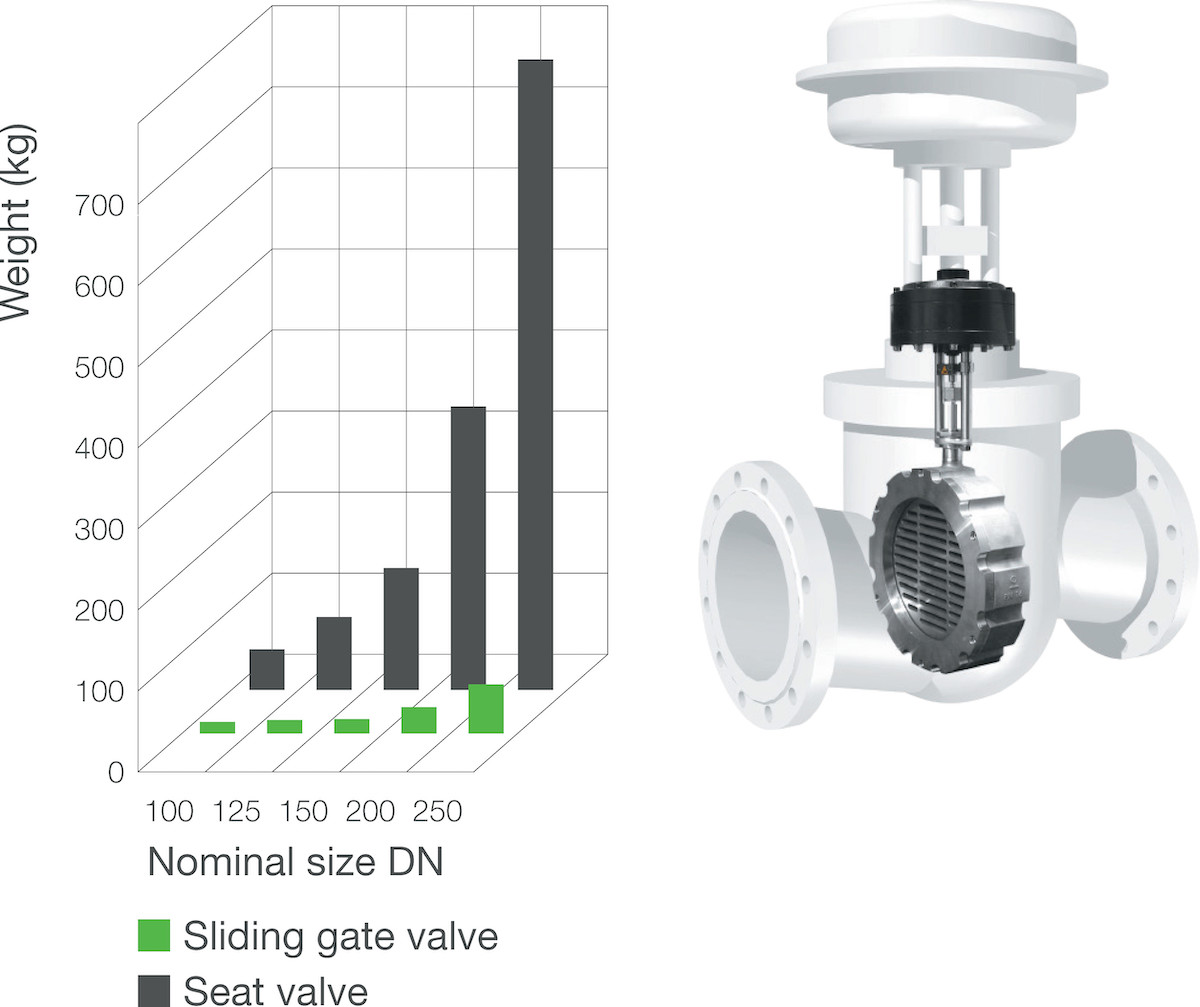
“The special design principle of the sliding gate valves has a double positive effect on the weight and dimensions. On the one hand, the valves are smaller and lighter due to the intermediate flange design and the smaller actuators. On the other hand, the significantly better flow properties due to the particularly high KVS values also allow the use of smaller nominal sizes, which makes these valves even more compact and lighter than common alternative solutions”, explains Lejeune. Hence the 45 sliding gate valves in the plant weigh just 1,100 kilograms altogether. Seat valves in comparison would weigh in at around 5 tonnes. This difference is considerable and, due to the savings on resources and CO2, has positive effects over the valve’s entire life cycle – from manufacture to transport through to its operation in the plant. The maintenance and hence the operating costs are also reduced because of the more compact dimensions and low weight.
“The long service lives of the sliding gate valves were also a decisive point. These result, among other things, from the fact that they neutralise the damaging effects of cavitation”, says Lejeune. In alternative globe valves, imploding cavitation bubbles often cause cost-intensive wear due to erosion. “Due to the special design of the sliding gate valves without flow deflection, the cavitation bubbles implode one to two metres behind the valve in the pipeline. This can easily be designed so that no damaging effect arises from the cavitation. For this purpose, it is sufficient to run the pipe straight for a short distance after the valve”, adds Berdien Uytterhaegen, the responsible engineer at Schubert & Salzer Control Systems.
“The control valves remain more or less untouched even in case of water shocks”, says Debaillie, illustrating another benefit. The force of any water shock occurring in the pipework is not transferred to the actuator for the sliding gate valves, meaning that this cannot be damaged by pressure spikes.


Even utilisation due to high-precision positioners
“Before the treated water is fed into the region’s pipe network, we use DN150 sliding gate valves during the activated carbon filtration and remineralisation with limestone and CO2”, adds Debaillie. Here too, the high-precision Schubert & Salzer positioners, combined with the sliding gate valves, guarantee extremely accurate flow control, such that the eight activated carbon filters and 13 remineralisation tanks are evenly utilised. In this application, a linear flow characteristic curve proves to be particularly suitable for the regulation of the flow quantities to keep the process stable.
Reliable, regional water supply guaranteed
With an average output of 24,000 cubic metres per day, the plant makes an important contribution to the reliable and cost-effective supply of drinking water to the people in the Ostend region. Periods of water shortage – as Belgium has experienced in the past summers and which will become even more frequent due to climate change – will be avoided in the future. For this reason, FARYS is already planning a second similar plant in Nieuwpoort.