




You are not the only one. End-users in the mineral processing industry are striving for optimal thickener operation, which results in saving water and collecting the highest amount of valuable material for processing. Density plays a crucial factor in reaching these goals.
This whitepaper describes the purposes and benefits of measuring density at different points at thickener tanks. The paper starts with a short introduction to the thickening process, followed by five reasons for density measurement in this separation process.
WHAT IS THICKENING?
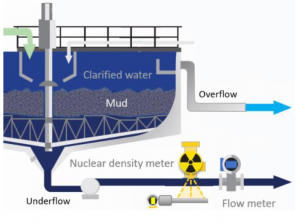
Basically the thickening process is all about separating a solid-liquid mixture to a dense underflow (a slurry consisting of as much solids as possible) and a clear overflow (ideally, clear water without solids). This separation process is driven by gravity. Because of the gravitation, particles, of different sizes and densities, are creating different layers (settling zones) throughout the tank. These differences are the driving force for the thickening process.
Thickening by sedimentation is applied in the mineral processing industry for product and tailings streams. recovery is required and underflow will be targeted, while in concentrate applications the overflow measurement is essential.
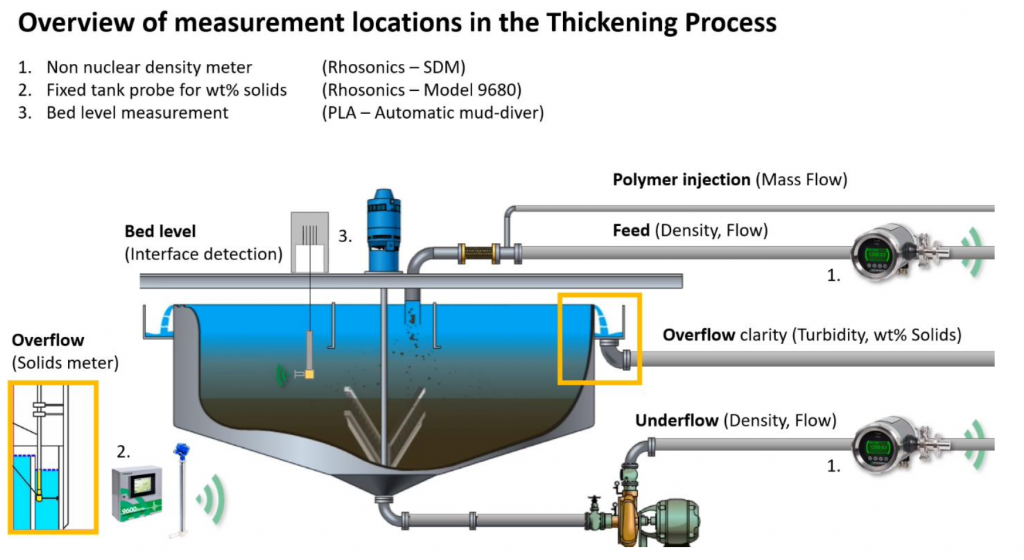
THICKENER MEASURING POINTS

Sensors are needed to monitor and control the operation of thickeners. Examples of installation points are the feed, underflow, overflow and inside the thickener tank.
Flow meters are combined with density meters to calculate the mass flow in the underflow and feed of the thickener. Inside the tank, submerged ultrasonic probes are used for tank profiling, interface detection and measuring the bed level.
These instruments are helping operators to improve performances of the thickener. The readings of instruments can be used for automatic control of drives, pumps and for efficient dosing of flocculants.
WHY DENSITY MEASUREMENT?
There are multiple reasons for measuring density, which may differ per application. The following five topics are highlighting reasons why density needs to be monitored for improvement of the thickening process.
1: WATER RECOVERY

In mineral processing operations, water is one of the most important assets. Therefore water recovery plants have an important position. According to CRC Care 2013 recovery and reprocess of water. Eventually, every year more than 10 billion tonnes of tailings are produced by mining activity.
Thickeners can be used as a water recovery system, to meet requirements in the recovery and reprocess of water. Eventually, this can decrease water used from the environment.
This environmental requirement can be encountered by an increase in the density of the underflow of thickeners. A growth of 1 or 2% in underflow density can return large amounts of water to the operating installations. The increasing of density is also important to avoid accidents in tailings dams, which can collapse if there is too much liquid pumped to the dams.
2: MINERAL RECOVERY
Mineral recovery is done using the so-called product thickeners. These thickeners are important to the processing plant, because if valuable material is not recovered by the thickener, this leads to less overall metal recovery.
CONCENTRATE THICKENERS

In concentrate thickeners, the feed usually comes from the flotation circuit. The concept of the flotation process is that particles with attached air bubbles are carried to the surface and removed, while the particles are not attached to air bubbles remain in the liquid phase. When the same event occurs in the product thickener, this foam carries solids into the overflow. These solids are valuable material and if these are not recovered from the thickener, it leads to a lower overall recovery of concentrator metal. In addition, this event can lead to extra reagent costs, but also damage to pumps and valves and costs for cleaning process water tanks when the solids eventually deposit in this tank.
Once solids are lost into the overflow of concentrate thickeners, almost 90% will be regained in later stages of the process (e.g. in tanks and dams), according to Outotec. However, not all valuable material will be recovered in the process. The other 10% will be lost and represents a high economic value. Therefore, reducing the amount of solids lost into the overflow should be prioritized. Investments in process control can help to improve recovery rates and will eventually generate easy returns.
The density value (or mass flow) can be used to improve the thickening efficiency. A density meter together with a flow meter in the underflow can help to check the productivity of the thickener, while solids can be detected real-time using a density or solids meter in the overflow. The 4-20mA signal of the instruments can be used for direct process control.
3: EFFICIENT FLOCCULANT USE
Flocculants are chemicals by which fine particles are caused to clump together into a floc. These flocs of particles weight more than one fine particle itself, therefore the effect of gravitational forces is increased, so is the sedimentation rate.
Inefficient use of flocculants leads to extra reagent costs and a less effective operation. Therefore, the operator sets a target density in the feed of the thickener.
Process operators want to target the highest solids percentage by weight of the feed slurry at which free settling of particles can occur in the thickener. When the feed solids percentage is above the target concentration, additional process liquor should be added. Also, additional mixing energy is required if the feed slurry density becomes too high, otherwise the feedwell mixing becomes inadequate.
Measuring density of the feed slurry is important for process control, to improve flocculant use and efficiently control the mixing process in the thickener. The feed slurry is monitored in real-time by an in-line density meter to “see” if the density value complies with the target density.
4: IMMEDIATE DETECTION OF FLOCCULATION PROBLEMS

Operators ideally want to create steady operating conditions in the thickener with a clarified overflow containing minimal solids and a dense underflow with minimal liquid. However, process conditions are subject to changes over time. When changes occur, instrumentation and automation can help operators to keep control of the process by real-time detection of events.
Insufficient process control may lead to poor settling conditions in the tank, reduced underflow density and increased overflow solids. Poor settling could indicate flocculation problems, air (foam) in the tank or a high percentage of solids in the feed.
Beyond measuring in-line, instrumentation can also be used for measurements in tanks. For example, bed level measurement is crucial for immediate detection of rising solids. Different layers (from clarified water to mud and heavy mud) can be detected by submerged ultrasonic probes. The so-called ‘diver’ probes are constantly moving upwards and downwards in the tank to measure mud levels, settling zones and overflow clarity. Bed level can be important for some control strategies, because it can be used in a control loop for flocculation.
5: OTHER REASONS FOR PROCESS CONTROL
It is important to control the thickening process, because if this process is incorrectly managed, this may lead to additional costs and have a negative effect on the profitability and sustainability of the operation.
Examples of negative effects are:
• Wasting water, due to losses to the tailings or environment
• Recirculation of already treated ore and chemicals in the process water
• Increased costs due to excessive use of chemicals
• Increased maintenance costs for upstream equipment
• Loss of valuable product
Investments in technology (e.g. measuring instruments) can directly result in better control of the thickener operation. Sensors allow operators to monitor performances of thickeners and help them to meet water recovery and metal production requirements.
AVAILABLE EQUIPMENT
Density measurement is usually done by radiation-based measuring devices. This technology has been used in the mineral processing industry for decades. However, nowadays government regulations are getting stricter and more nuclear density meters are being replaced by alternatives. These alternatives can do the same job, without administration costs and health and safety risks related to the nuclear source.
Besides density, flow measurement is also important for monitoring the operational performances.
SLURRY DENSITY METER (SDM)
The eco-friendly Rhosonics Slurry Density Meter (SDM) has been introduced in 2016 and is the first real alternative to substitute nuclear density meters, reaching hundreds installations worldwide in just a few years.

CONCLUSION
As discussed in this article, measuring density is important, for improvement of the thickening process efficiency and as a performance metric for thickener control.







