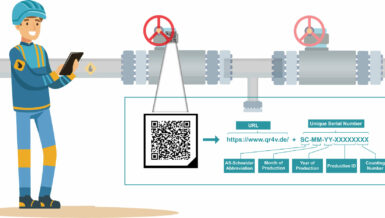
A traditional process, the so-called pigging of product-carrying pipelines, makes it possible to save water in the long term during pipe cleaning and to minimize product losses in liquid processes. Product recovery systems from GEA ensure that raw materials are used with as little waste as possible, while at the same time optimizing water consumption during the complex process of pipe cleaning. As liquid process technology advances, this principle is gradually finding its way into the world of batch process plants. In the processing of dairy products, beverages, free-flowing food, or care products, the pig serves as a hygienically clean gate valve to expel valuable product residues from pipelines to be cleaned. The high-quality product thus remains in the process instead of being lost with the wastewater. Considerable additional optimization potential for sustainable plant technology lies in the ongoing digitalization of all process technologies. Like most valve systems, pigging technology is already today generally integrated into automatic process sequences via centrally connected control heads. Electronic control heads of the latest generation enable increasingly simple, error-free setup and operation, as well as advanced functions for process control and monitoring. The modern GEA VARICOVER®product recovery systems allow real-time monitoring of the pig’s position via magnetic sensors. Their mechanical and electronic components form a coordinated unit based on the combination and service-friendly GEA VARIVENT®modular system.
Consistent automation, such as is possible with these solutions, simplifies the setup for fully validatable processes and, with a modern IO-Link plant control system, enables early integration in Industry 4.0 environments, for example. The possibilities extend to networking with the company’s Enterprise Resource Planning system (ERP) for optimal resource utilization.
The trick with the slider
As a rule, processing media such as yogurt, smoothies, or care creams flow through pipe systems that are completely sealed off from the outside and as free of dead space as possible with closely timed CIP/SIP cycles (Cleaning In Place/Sterilization In Place), in which all surfaces in contact with the product are cleaned without residue and, if necessary, sterilized before the next product batch. First, however, the majority of any remaining product residues must be removed or – less resource-friendly – rinsed out each time.
At the heart of product recovery systems is the so-called pig or scraper, a movable plug whose principle is derived from monitoring technology for oil and gas pipelines. The pig, equipped with sensors for control measurements, is moved through the pipeline to the control section to be examined. This is done by a propellant medium such as air, water, carbon dioxide, or nitrogen. The pig is made of various elastic plastics that seal the pipe well. The fact that this additional step means that much less rinsing water is required for subsequent cleaning is proving to be an important step forward for ecologically sustainable water use.
Like the product flow and the pipe cleaning, the intermediate pigging process should also run without interfering with the closed piping system. For this purpose, modern recovery systems have an automatically operating pig launching station attached to the pipe at the beginning of each pipe section. It receives the pig as long as the product, rinsing water, or cleaning media flow through the pipe. In GEA systems, the pig housing is extended in diameter and is equipped with special grippers and springs. The pig is continuously surrounded by the flowing media with a defined range of motion and thus remains hygienically clean. If the pig is subsequently used, a pig catching station awaits it at the end of the pipe section and return to the sending station. Two valves each control the required inflow and outflow of the motive medium.
Possibilities of recovery systems are far from exhausted
Depending on how advanced a plant is in carrying out these and other processes, there are great differences in water consumption from plant to plant. The possibilities of recovery systems are far from exhausted, but the optimization potential varies depending on the product and plant structure. “The more viscous the product, for example, yogurt, and the longer the piggable pipe section, the more recovery and the greater the savings in water consumption,” is the formula used by Christian Blecken, responsible for System and Application Support at GEA’s Competence Center for Hygienic Recovery Technology in Büchen. The frequency of batch changes, for which the pig can be used, also plays a role.

consumption sustainably
and minimizes product losses.
The investment in pigging technology can pay off in new construction, but also when retrofitting plants. Christian Blecken enumerates the prerequisites: “It is only important that the pipe section has a constant diameter and does not have any internals so that the pig does not get stuck or lose its sealing effect”. In contrast, ordinary pipe bends and T-connections are no problem for the pig, especially not in the one-piece double-sphere shape preferred by GEA: “This smart shape has the advantage that the pig does not even have to bend in the bend”, Christian Blecken is pleased to say.
Quite a few companies use the advantages of the recovery technology in all process stages, from raw material reception to transport to process and storage tanks to fill. Here too, there is a guiding principle for the optimization potential: “The closer to the filling process, the nobler the product to be recovered,” explains Pascal Baer, the senior GEA product manager responsible for aseptic components in Kirchberg, Switzerland. These are necessary when processing flow media in the more contamination-sensitive hygiene classes UltraClean and Aseptic, such as UHT milk products. In aseptic pigging systems, for example, all built-in valve rods are additionally sealed against the atmosphere.
Pigging systems are also available in explosion-proof versions, for example for alcoholic products. Due to the wide range of solutions, the recovery technology can be used for almost any type of flow product. There are no limits for companies and plants.